

CONVEYORS
The conveyor system is so important as to determine the operation ratio of the paint shop.
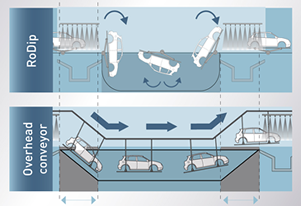
Parker Engineering can offer overhead conveyor systems and floor conveyor systems according to the features of the process. We can even provide a RoDip system which drastically improve the quality of Pretreatment and E-coat.
■Optimized system according to the configuration of the process
We can propose optimized conveyor systems for the process based on the long year experience.

Example of PT/ED line for large bus body
■Conveyors
It is essential to build an optimum conveyor system according to the shape, weight, throughput, etc. of the work.
We can offer conveyor systems suitable for the features of the process.
Continuous line
We can offer various systems such as overhead conveyors/floor conveyors, rolley(fixed)conveyors /power & free conveyors according to the customer.

Example of continuous conveyor with dust-proof enclosure
Heavy objects/small quantity products
Non continuous (batch) systems are available.

Batch type surface treatment equipment with barrels
■Rotating paint system enhancing the productivity of the PT/ED process
The reduced plant length by Ecopaint RoDip utilizes the limited building rooms effectively and enhances the flexibility of layout.
 |
 |
 |
Space saving Ecopaint RoDip
Ecopaint RoDip M (Chain drive)


Ecopaint RoDip E (Electrical drive)

